Overcoming IR Lens Manufacturing Challenges
Introduction
Cooled mid-wave infrared (MWIR) imaging systems have made swift advancements providing high resolution thermal images to a variety of applications. However, the advancements in technology add complexity to fabrication, assembly, and testing to meet performance specifications. Design teams face challenges to refine design processes and streamline design-to-manufacturing protocols to meet new applications needs.
The Optical Systems Group within Teledyne FLIR OEM Infrared Camera division, formerly New England Optical Systems, has established an effective process to deliver high performance, cost-effective custom MWIR optics to schedule. The Teledyne FLIR processes establish control and provide instruction to ensure design and production of industry-leading quality lenses. This article provides insight to challenges and resolutions to manufacture modern MWIR optical zoom lens assemblies and highlights the value of standardizing manufacturing processes in all phases of development.

Figure 1. Teledyne FLIR EFL 15-300mm Straight (left) and EFL 30-600mm Folded (right) Continuous Zoom Lenses
HOT MWIR Camera Technology
MWIR systems provide higher resolution and sensitivity compared to long wave infrared (LWIR) systems due to shorter waveband and cooled detector architecture. Constraints associated with cooled architecture historically limited MWIR technology to military systems or high-end commercial applications. Recent advancements in high operating temperature (HOT) MWIR sensor technology improves size, weight, power cosumption, and Cost (SWaP+C), increasing demand of MWIR camera systems for industrial, commercial, and defense applications. This growth is translating to increased demand for custom and production optical systems.
Teledyne FLIR has experienced a significant increase in demand for HOT MWIR products, specifically, the MWIR Neutrino® LC and Neutrino SX8 camera modules, particularly with integrated continuous zoom (CZ) optics. In response, Teledyne FLIR launched multiple models of the Neutrino IS series of SWaP+C MWIR camera modules with factory-integrated CZ optics in 2021. These integrated systems shown in figure 2, leverage the design-for-manufacturing (DFM) process developed and followed within the Optical Systems Group.
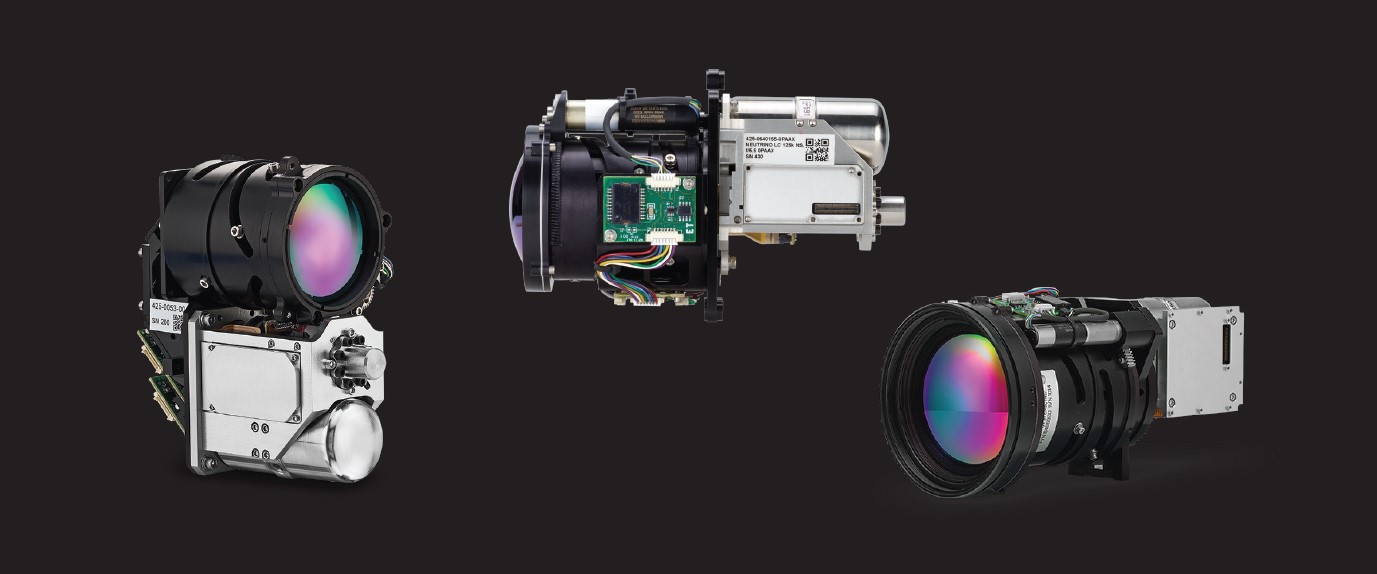
Figure 2. Neutrino IS Series MWIR Camera Models Include Factory-Integrated CZ Lenses

Interactive Design Practice for Superior Performance and Reliable Manufacturer
In addition to the ramp in optical systems for HOT MWIR, optical systems providers must also continue to improve performance for current detectors with pixel sizes of 8 or 10 microns. They require lenses with f-numbers of 4.0 or faster to deliver high system modulation transfer function (MTF) and superior detection, recognition, and identification (DRI) capability. The challenges with lower f-numbers include increased size, number of components, and tolerance sensitivities in the lens assemblies. Consequently, lens manufacturers face significant challenges to overcome higher costs in fabrication, assembly, and test. Teledyne FLIR implemented design DFM standards to address these design challenges which has improved manufacturability, cost, and delivery for the optical projects.
The DFM process has been used and continuously improved upon during more than 750 optical design projects. Experience demonstrated that when the process was not followed appropriately, quality, cost, and schedule are all impacted negatively. Typical quality issues such as higher MTF degradation over temperature, boresight drift, or unexpected image artifacts found prior to shipment or at the customer site can greatly impact cost and delivery schedules. The cascading effects strain the existing supplier and customer business and future projects.
Figure 3 is a typical lens development process used by Teledyne FLIR. The diagram is layered with critical inputs and corresponding product design and process development activities across the four phases of design and development. The designer solicits inputs across the team, suppliers, and customers to execute an interactive design process with a DFM mindset. Cost targets and complexity of manufacturing are considered from the concept development phase forward.
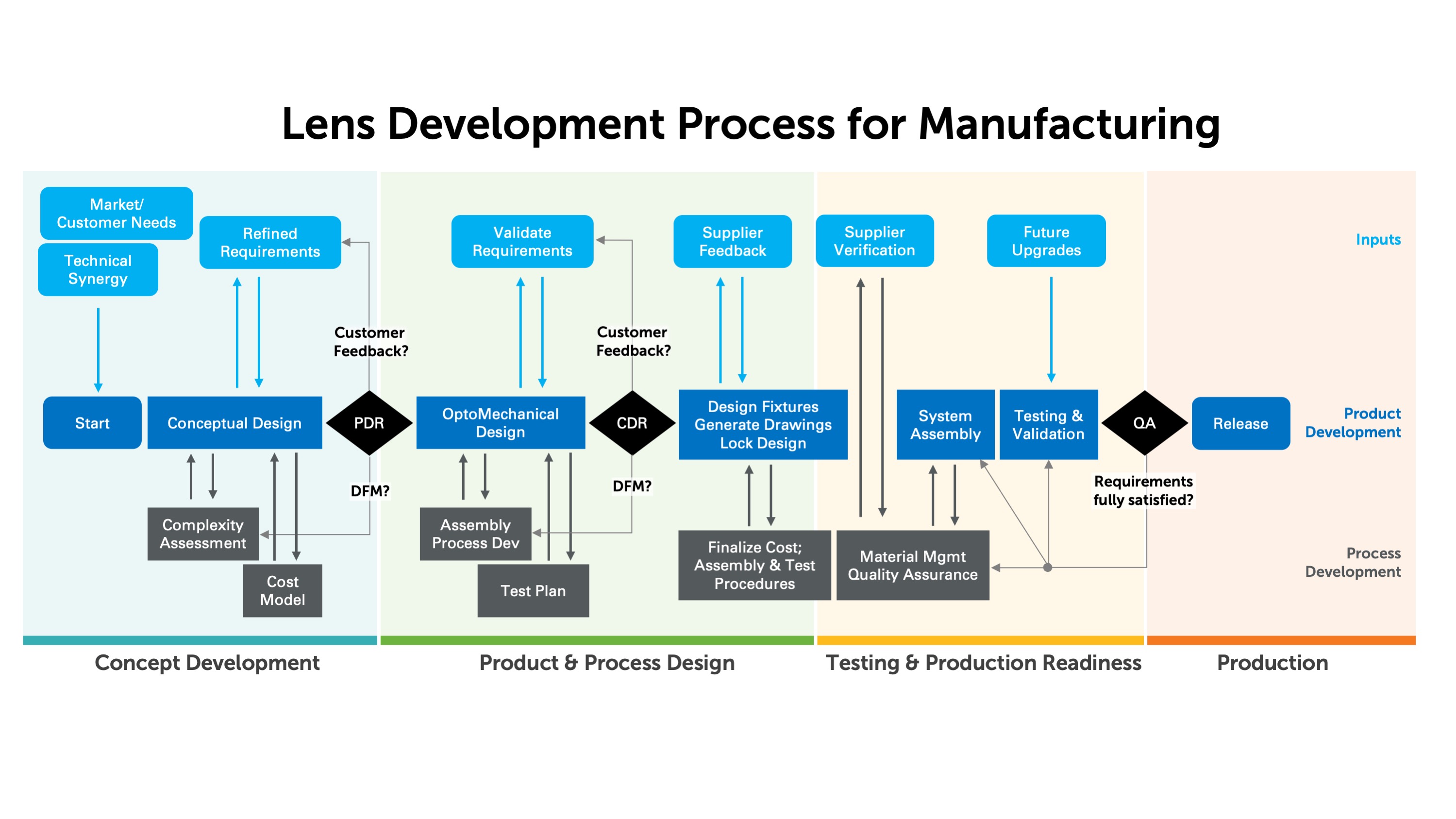
Figure 3. Interactive Lens Development Process for Successful Performance and Manufacturing
The requirements matrix is developed through a joint effort with designers and customers and contains all performance and application requirements the product must satisfy. Preliminary design review (PDR) and critical design review (CDR) meetings are formal opportunities and decision-making steps for all groups to contribute design updates and concerns throughout the development process. Review materials, base calculation sheets, and actual design files are routinely released prior to meetings for scrutiny by all participants. Prior to the CDR, detailed assembly and testing plans must be constructed and assessed relative to the requirements matrix. The supply chain team will often begin vetting suppliers and material selections during the product and process design phase.
During the testing and production readiness phase, end-to-end data transparency has been an effective approach to quick decision making based on logical and scientific analysis. Documentation of a full tolerance and sensitivity analysis including element level, sub-assembly level, and system level performance degradations is critical. The information collected is referenced for fixture designs, assembly and test processes, vendor selections, and acceptance criteria for non-confirming parts for quality assurance (QA). During the system assembly and validation phase, the manufacturing and design teams work closely together to document all issues associated with the product and process to capture improvements of future orders and designs.
Product Cost Efficiency in Early Design Phase
Even with product requirements clearly defined, optimizing SWaP+C requires diligence, rigor, and occasional tradeoffs throughout development. Figure 4 parallels figure 3 and outlines how production costs are determined through the design process. Decisions early in the conceptualization and design phase, regarding both SWaP and the manufacturing processes, can lock costs into the product long before the first product is built. Early knowledge and trials can shift material choices, assembly methods, and SWaP+C specifications significantly.
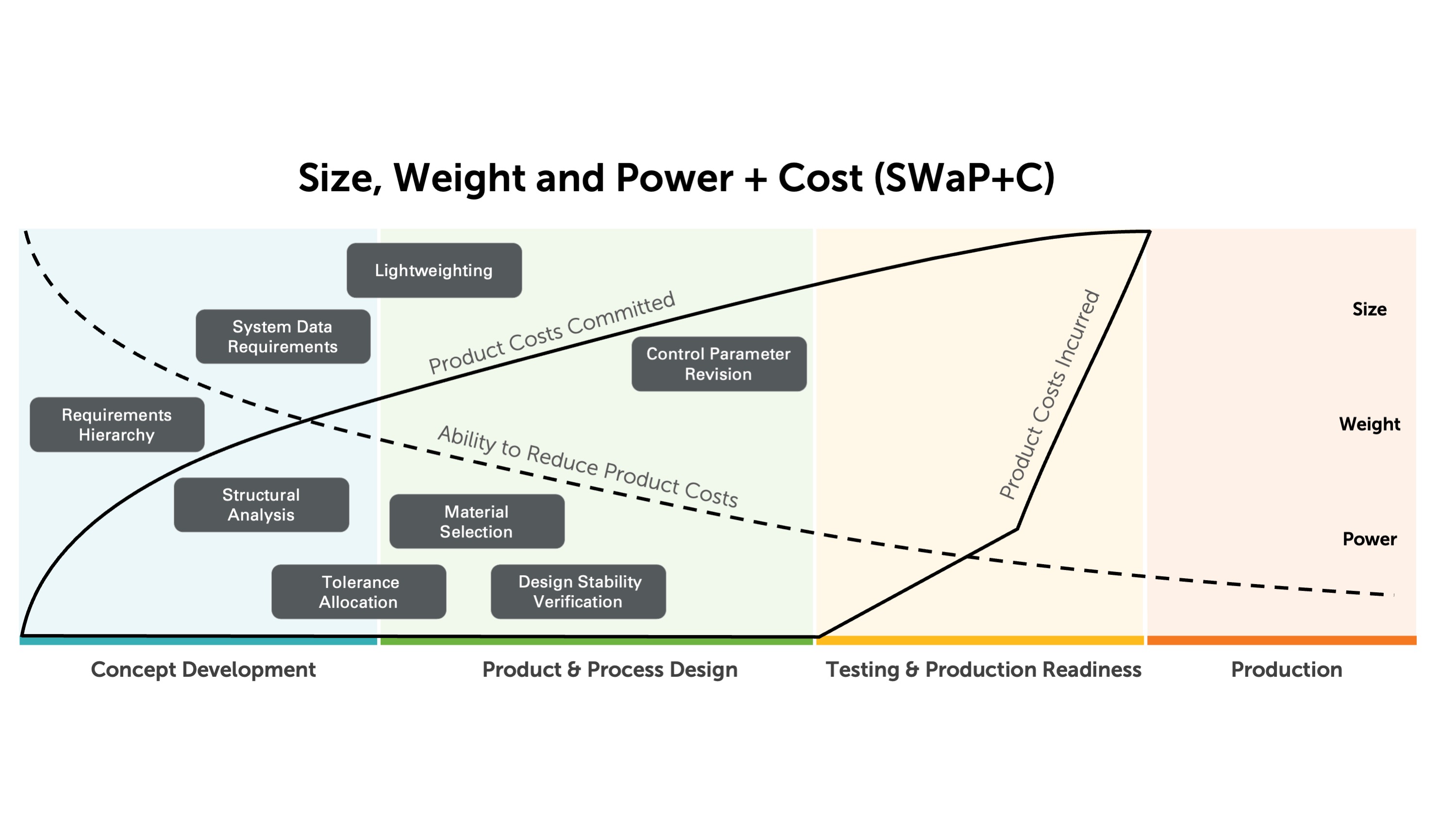
Figure 4. Evolution Cost Over Design and Process Design Phase
Conceptual and preliminary cost modeling tools should be used to assist designers in assessing impact of production costs committed through design decisions. Figure 3 illustrates how selection of the number of elements and optical configuration in conceptual design phase impact performance and manufacturing costs, as well as SWaP results. For custom zoom lenses, approximately two-thirds of product costs are determined when the optic design is locked. This leaves only one-third of the remaining cost available for supply chain and production teams to optimize. The optical designer, responsible for interpreting customer requirements and preliminary design layout, has the most critical role in determining product cost and success.
Effective and Versatile MWIR Imaging System
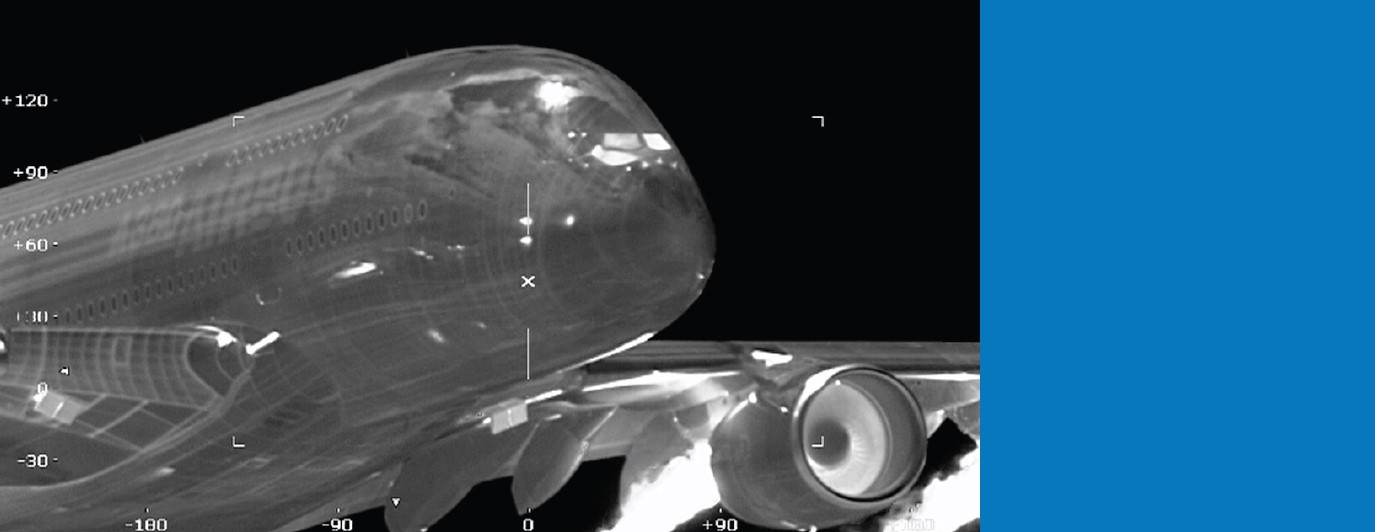
Figure 5 is an example of how effectively a MWIR continuous zoom lens executes its mission from broad situational awareness to detection, recognition, and identification, in seconds. Objects of interest found in the wide field of view (FOV) can be identified in a matter of seconds in the narrow FOV, while lens control software maintains focus and provides both range and orientation information along with the high-resolution image.

Figure 5. 23X MWIR Optical Zoom Image Showing Wide-FOV, Mid-FOV, and Narrow-FOV
Advancement in camera technology with reduced pixel size and high resolution creates a predicament for optics designers to provide both higher performing and more manufacturable optics. This endeavor requires innovative design techniques, adoption of new materials, and updated assembly methods, within a framework of continuous improvement. The entire design team and functional leadership must participate in early design phases to support appropriate targets and project goals. Designers should consult with supply chain and quality management for updated material choices, costs, procurement difficulties, and vendor options. Co-locating design with manufacturing will help both teams to provide hands-on support and timely troubleshooting opportunities. Transparent design and data sharing between teams is essential for quick decision making throughout the development process.
Achieving successful designs of high performance imaging systems with enhanced SWaP+C specification requires commitment, responsibility, integrity, and accountability of all team members. It is the product of sophisticated processes of feedback and technical rigor. The completed project will then be attractive to many applications such as hand-held, airborne gimbal, and multi-spectral systems. To learn more about custom and off-the-shelf optical systems from Teledyne FLIR, please visit http://www.flir.com/opticalsystems.
Related Articles
-
 Download
Download
Neutrino® Series High Performance and SWaP Mid-wavelength Infrared Camera & Continuous Zoom Lens Solutions
Learn more -
 Whitepaper
Whitepaper
Can an Integrated MWIR Camera and Continuous Zoom Lens Save Time and Money?
Read the Story -
 Choosing a Camera
Choosing a Camera
Choosing the Right Thermal Imager for Your Integrated Project
Learn more